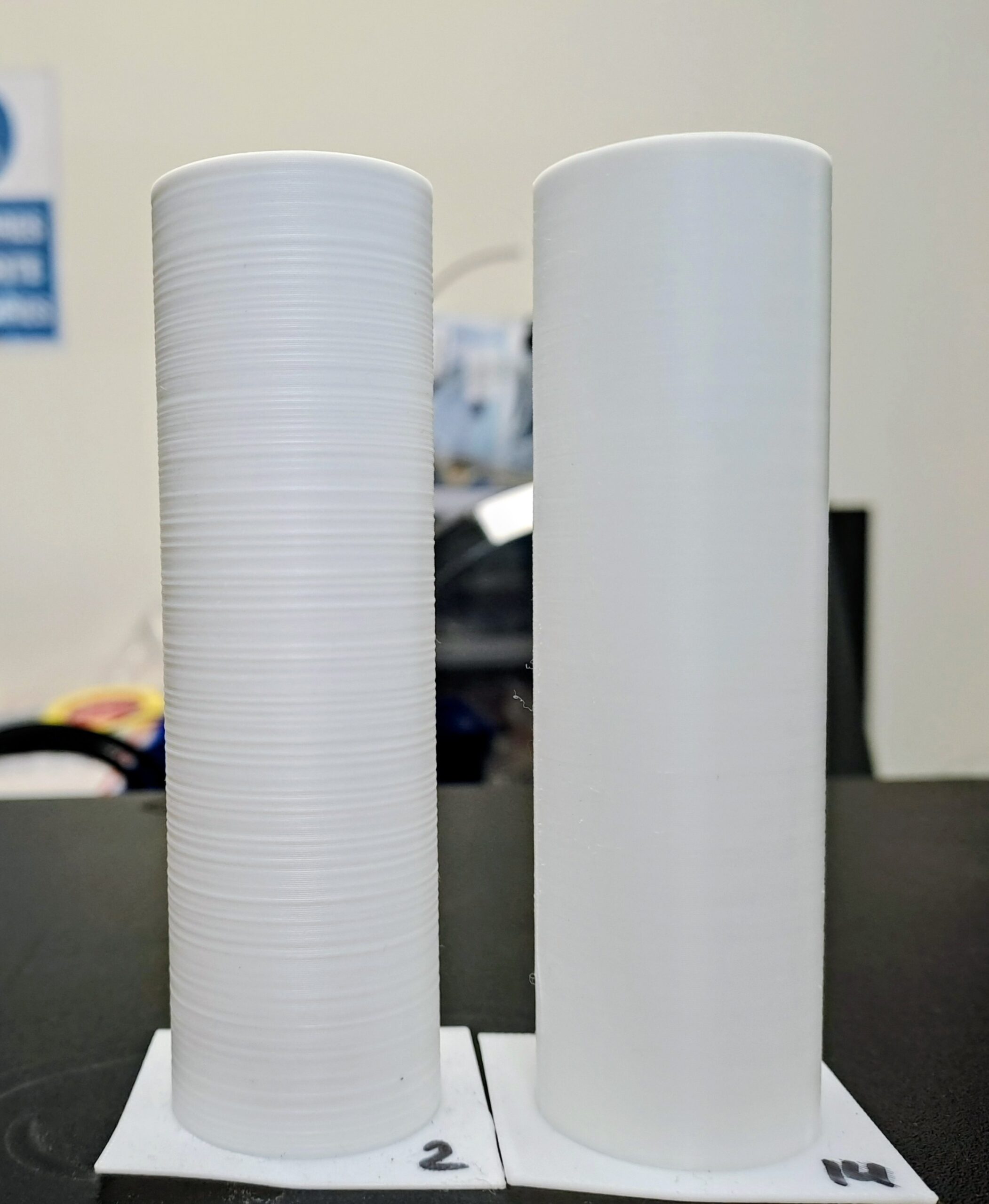
Before and after
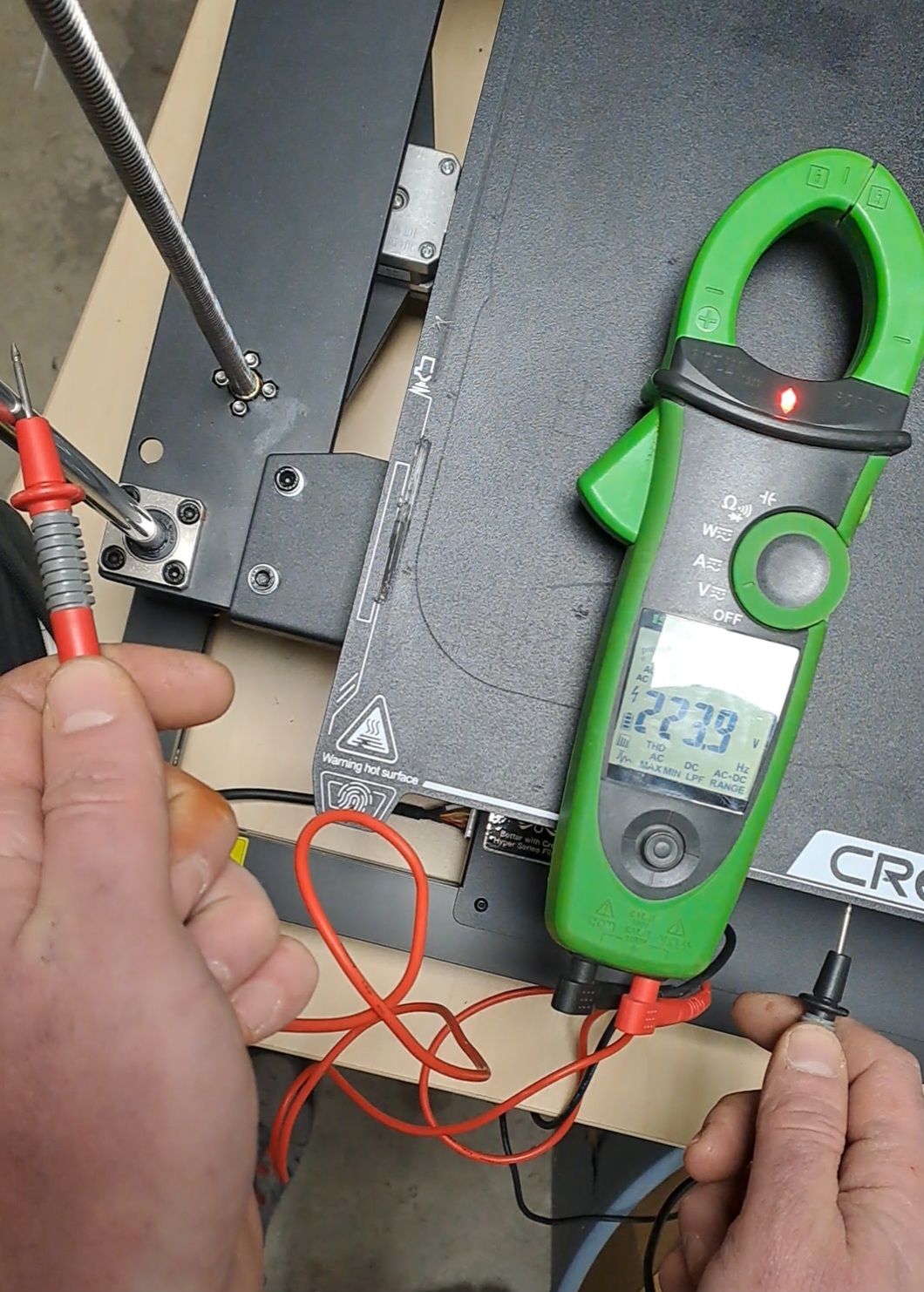
223.9V AC measured on the printer frame
The bed plate is directly at mains voltage when Live/Neutral polarity is inverted.

The IEC C13 power connector on the Ender 5 Max
N (Neutral), E (Earth) and L (Live) pins are labeled. Verify your cable matches these positions.
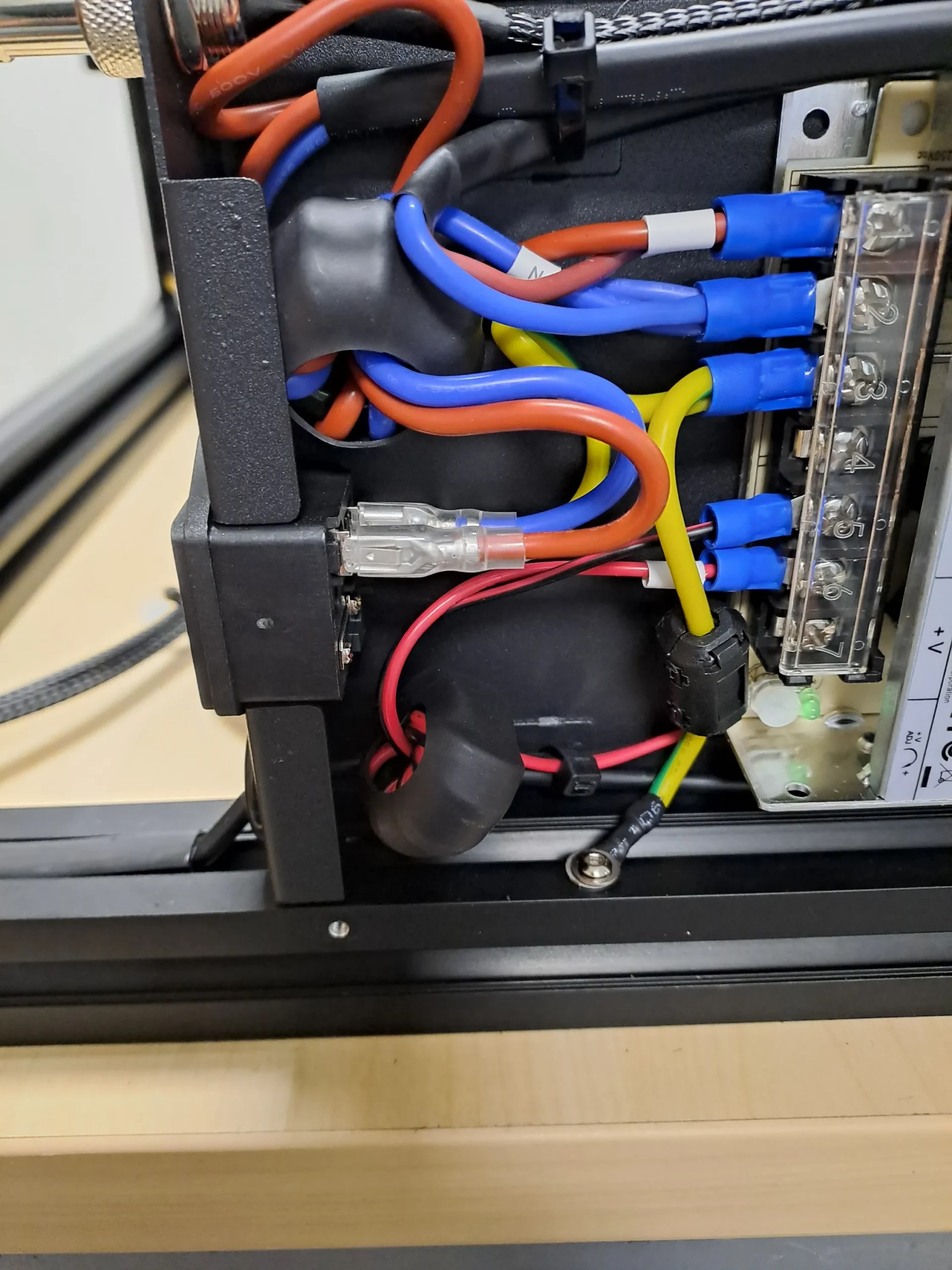
Inside the electrical compartment
Red (Live), blue (Neutral) and yellow/green (PE) wiring. The yellow/green PE wire is the grounding reference for all fixes in this tutorial.
Connection steps:
- Attach the wire to the bed plate — crimp a ferrule on one end and connect it to one of the small screws that fixes the heating element to the aluminum plate
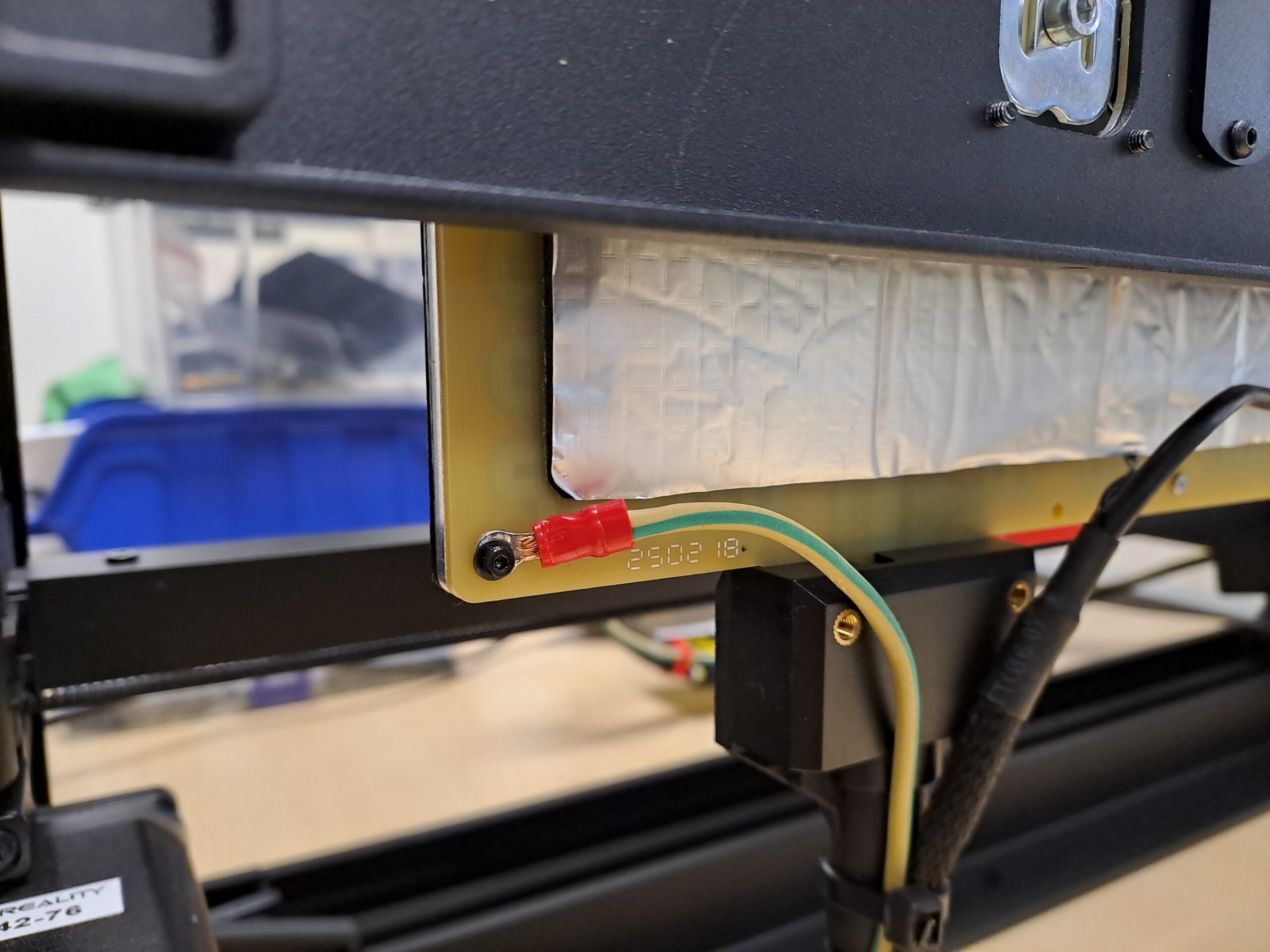
PE wire crimped with a ferrule terminal, connected to a heating element fixing screw on the aluminum bed plate. - Route the wire through the cable sleeve — cut the existing zip ties to open the braided sleeve, then feed the new wire alongside the existing bed wiring. You will also need to remove the adhesive tape at the cable gland on the bottom of the machine. Once the wire is in place, secure everything with new zip ties.

Yellow/green PE wire routed through the braided cable sleeve alongside the bed wiring, secured with new zip ties. 
Cable passing through the cable gland at the bottom of the machine — the adhesive tape must be removed to thread the new wire through. - Connect to the PE terminal — inside the electrical compartment, crimp a ring terminal on the other end and bolt it directly onto the aluminum frame extrusion at the PE connection point
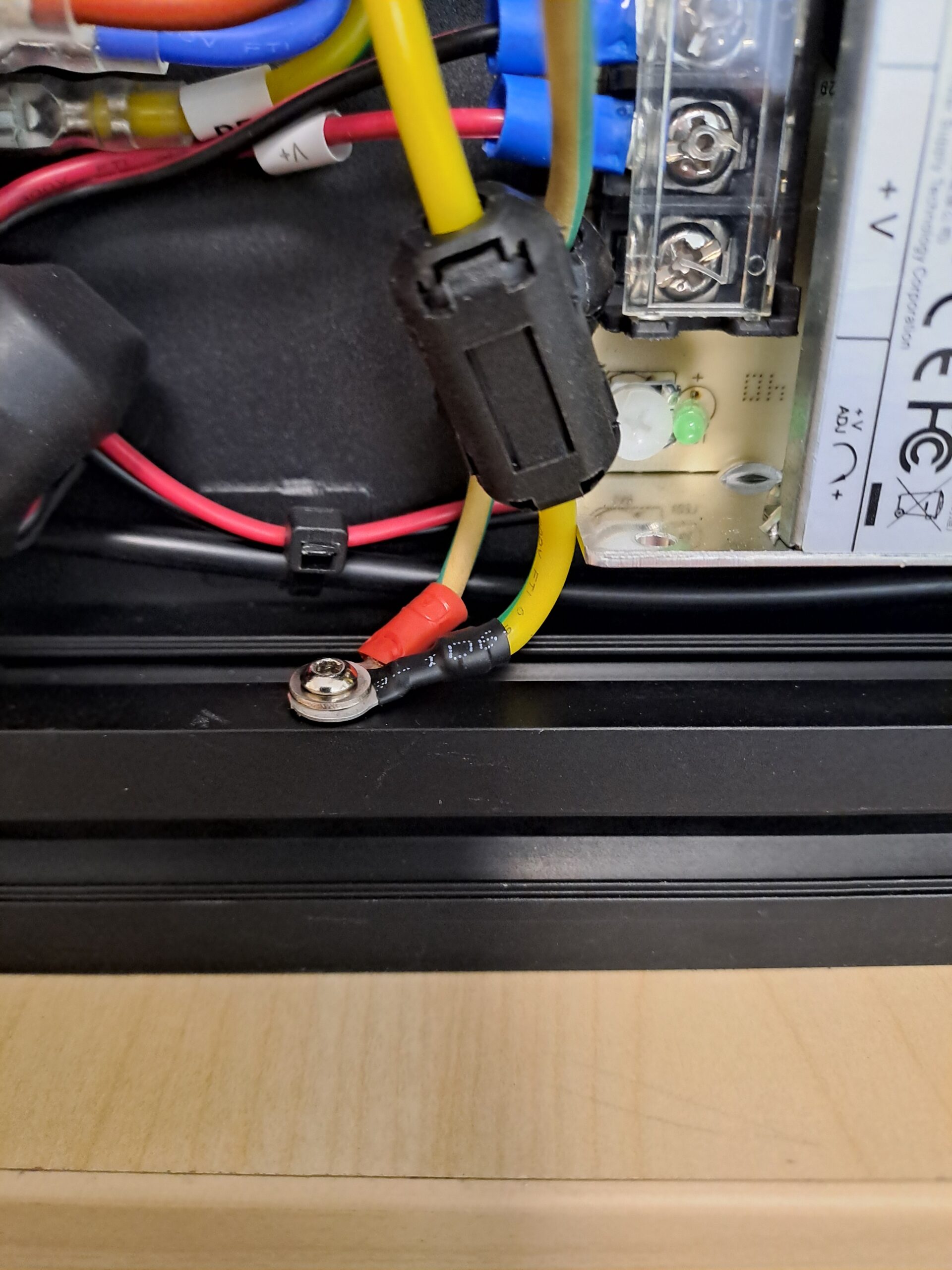
Ring terminal bolted to the aluminum frame extrusion, connected to the original PE terminal block.
Connection steps:
- Attach the wire to the toolhead cage — crimp a ferrule on one end and connect it to one of the toolhead screws
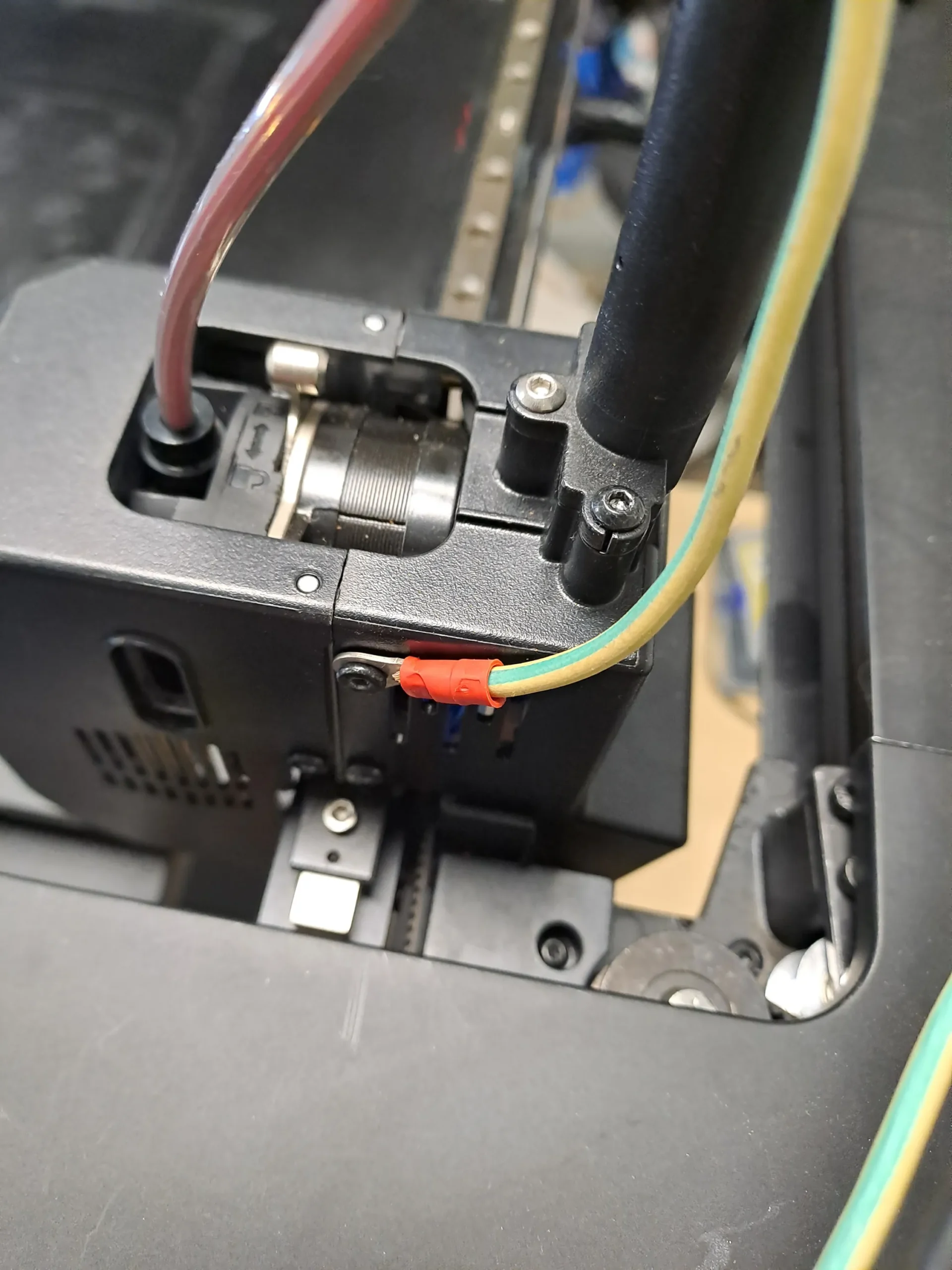
PE wire crimped with a ferrule terminal, connected to a toolhead cage screw. The wire runs alongside the existing toolhead cable. - Route the wire along the toolhead cable — use the custom printed clips to keep the PE wire neatly bundled with the toolhead cable along its full travel path
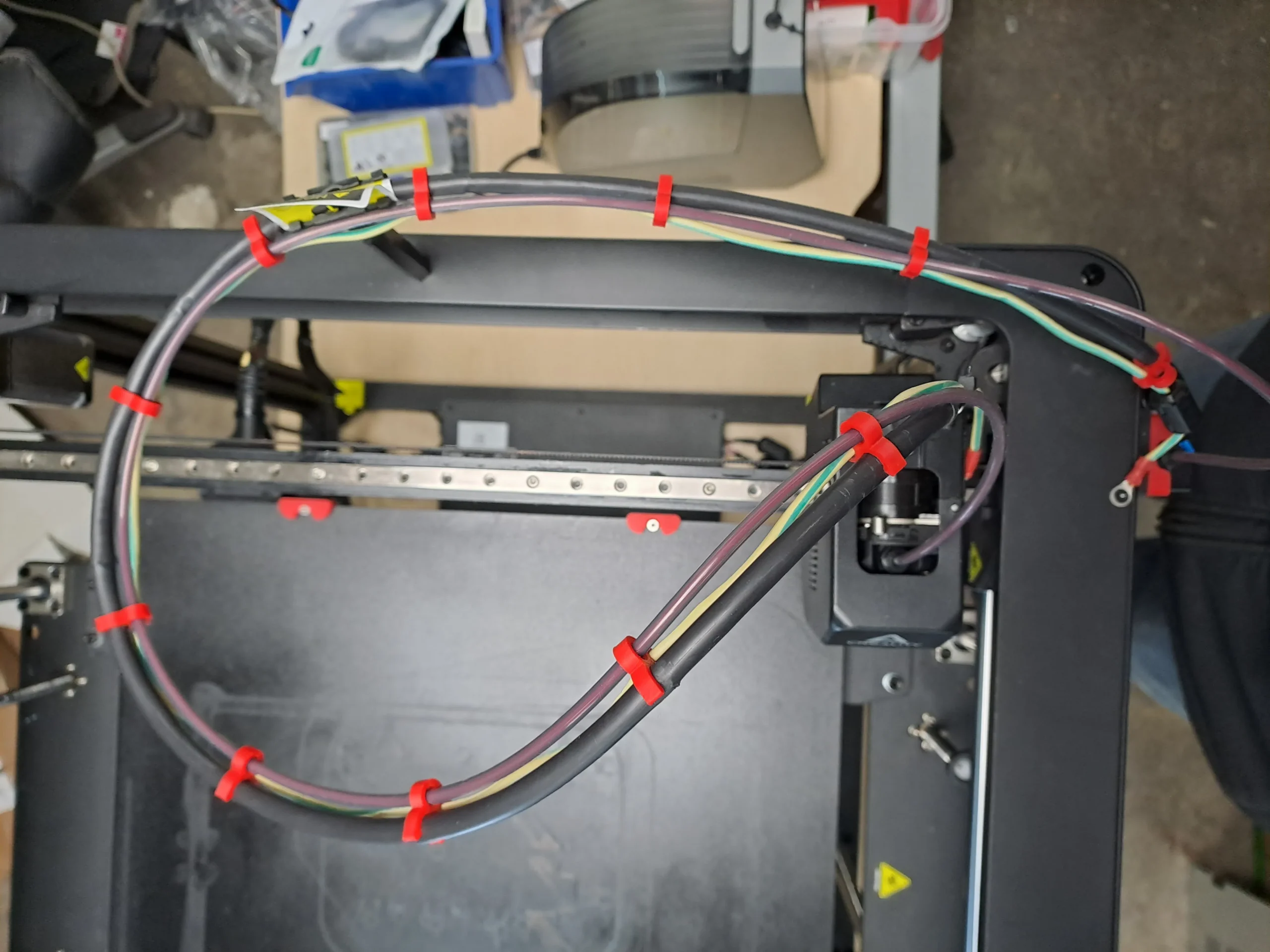
PE wire routed along the toolhead cable and secured with custom printed red clips. The clips ensure the wire follows the cable’s movement without slack or tension. - Connect to the printer frame — crimp a ring terminal on the other end and bolt it to a screw on the aluminum frame of the printer
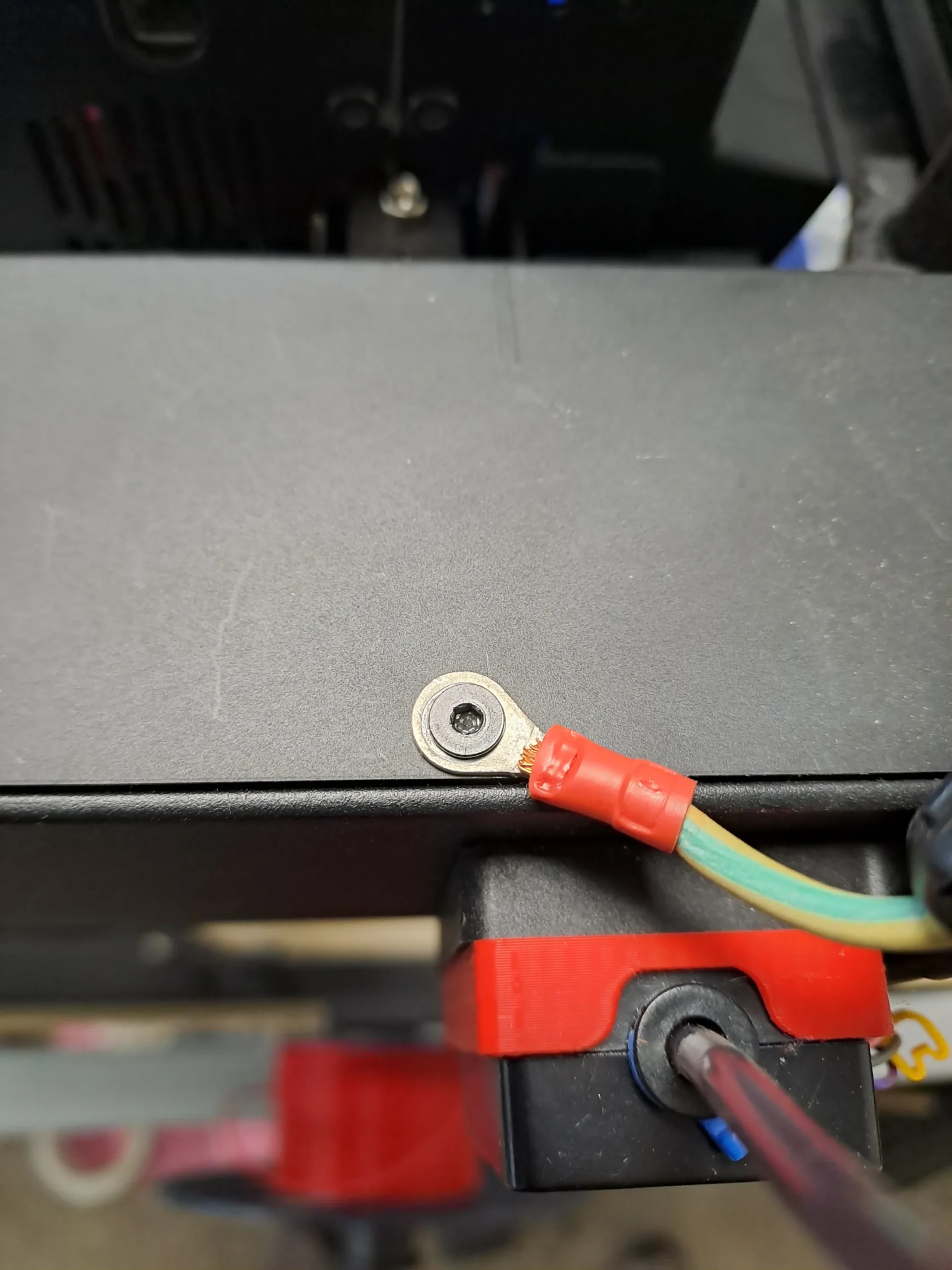
Ring terminal bolted to the printer’s aluminum frame, completing the PE bond between the toolhead cage and the main structure.